随着新能源汽车、光伏储能、AI服务器以及5G通信产业的迅速发展,第三代半导体材料——碳化硅(SiC)正逐渐成为高端功率电子领域的核心基础材料。相比传统硅(Si),SiC具有更宽的禁带宽度、更高的击穿电场、更优异的热导率以及更强的高温稳定性,因此能够显著降低器件导通损耗、提升能量转换效率,并支持更高功率密度和更高工作温度的电子系统。目前,SiC器件已经广泛应用于新能源汽车主驱逆变器、高压输电系统、轨道交通、工业变频以及航空航天电源等关键领域。然而,SiC卓越的物理性能,也决定了它是目前最难加工的半导体材料之一。其莫氏硬度接近9.5,仅次于金刚石,同时还具有明显的脆性和极强的化学惰性。在加工过程中,SiC晶圆极易产生裂纹、崩边、划痕以及深层亚表面损伤,而这些缺陷会进一步降低器件可靠性、缩短使用寿命,并显著增加后续抛光成本。因此,如何实现高效率、低损伤、纳米级甚至原子级精度的SiC晶圆加工,已经成为全球先进制造领域的重要研究方向。
目前,SiC晶圆加工通常需要经历切片、双面研磨、单面精研、化学机械抛光(CMP)、减薄以及终抛光等多个步骤。其中,研磨与抛光是决定晶圆最终质量的关键工艺。在传统加工中,双面研磨主要用于快速实现晶圆平坦化和厚度均匀化,其核心目标包括降低总厚度偏差(TTV)、提高平行度以及去除切片损伤层。由于SiC硬度极高,双面研磨过程中大量随机分布的金刚石磨粒会对表面产生剧烈冲击,从而形成深层划痕、中位裂纹、横向裂纹以及明显的亚表面损伤。研究表明,经过传统双面研磨后的SiC晶圆表面粗糙度通常仍超过0.1 μm,远远无法满足半导体器件对纳米级表面的要求。
因此,研究人员开始尝试优化研磨结构与加工方式,例如提出蜂窝结构研磨垫,通过在硬质蜂窝孔内填充金刚石磨粒,并利用软凝胶进行半固结固定,使磨粒分布更加均匀,降低局部应力集中,从而减少裂纹扩展并改善表面质量。实验结果显示,这种结构能够将表面粗糙度降低至75–125 nm,显著优于传统研磨方式。
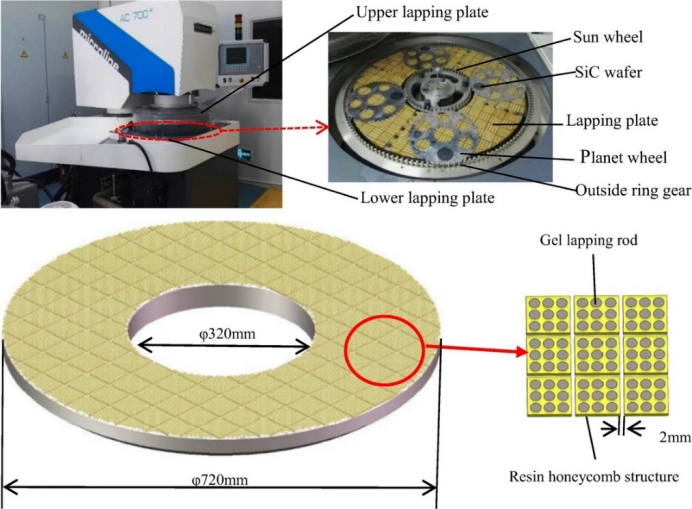
图1:使用硬质蜂窝结构磨轮进行磨削作业。
为了进一步提高材料去除率(MRR),研究人员又引入了超声辅助研磨技术。该方法通过在磨削过程中施加高频超声振动,使磨粒产生周期性冲击和间歇接触,从而降低平均切削力并改善排屑效果。超声振动还能增强局部脆性断裂,使SiC更容易被去除,因此MRR通常会明显提高。然而,实验同时发现,超声冲击会加剧裂纹扩展和表面破碎,导致表面粗糙度反而恶化。这表明,在SiC加工领域,“高效率”与“低损伤”之间依然存在根本性的矛盾。如何在提高MRR的同时控制亚表面损伤,仍然是研磨工艺面临的重要挑战。
由于研磨后仍然存在较深的损伤层,因此后续必须通过化学机械抛光(CMP)进一步实现近无损加工。CMP是目前工业界最成熟的SiC终加工技术,其核心原理并非单纯机械磨削,而是“化学软化 + 机械去除”。具体而言,CMP首先利用氧化剂在SiC表面形成一层较软的氧化膜,然后再通过纳米级磨粒将该氧化层逐渐去除。由于氧化层的硬度远低于SiC本体,因此能够显著降低机械损伤。研究表明,磨粒尺寸对CMP效果具有显著影响:较大的SiO₂磨粒虽然能够提高MRR,但会产生更多划痕和表面缺陷;而较小的磨粒则可以获得更光滑的表面,但加工效率较低。因此,CMP实际上是在加工效率与表面质量之间不断寻找平衡点。
近年来,催化剂辅助CMP逐渐成为研究热点。研究人员在CMP浆料中加入催化纳米颗粒后,可促进H₂O₂分解生成OH自由基,而OH具有极强的氧化能力,能够快速氧化SiC表面,从而大幅提升去除效率。实验结果显示,催化剂辅助CMP能够在SiC表面形成明显的原子级台阶结构,并实现Ra约0.05 nm的超光滑表面,已经接近理论极限。
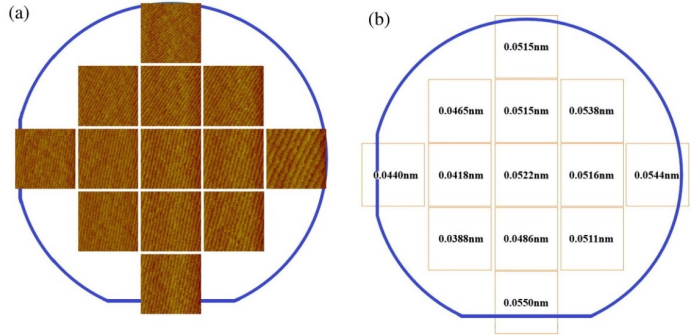
图2:使用催化剂纳米颗粒对4H-SiC晶圆进行CMP工艺的表面测量结果。
尽管CMP能够实现极高表面质量,但其最大缺点仍然是MRR过低,因此大量新型能场辅助抛光技术开始出现,例如电化学机械抛光(ECMP)、激光辅助抛光(LAP)以及紫外辅助抛光(UAP)。这些技术的核心思想都是“先改变SiC表面状态,再进行机械去除”。其中,ECMP通过外加电场诱导SiC表面发生阳极氧化,从而降低机械去除难度,并显著减少机械损伤。相比传统CMP,ECMP不仅加工效率更高,而且能够减少化学浆料使用,具有更好的环保性能。研究结果显示,ECMP可实现Sq为1–2 nm的表面粗糙度,并将MRR提高至23 μm/h。
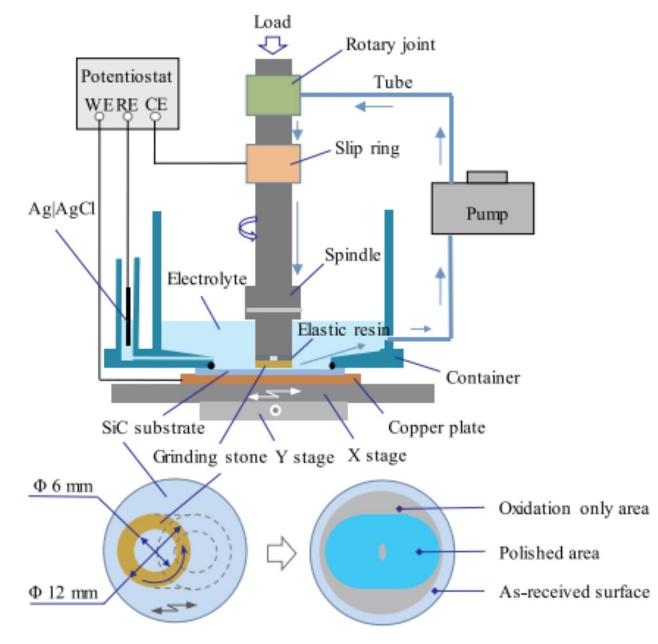
图3:无浆液 ECMP 示意图。
另一种重要技术是激光辅助抛光(LAP)。该方法利用CO₂激光局部加热SiC表面,使其发生热氧化和局部软化,同时诱导形成微裂纹,从而降低材料硬度并提高后续机械去除效率。研究发现,相比传统机械抛光,LAP能够使MRR提高约79%。这说明,通过激光实现表面改性,是提升SiC加工效率的重要方向。
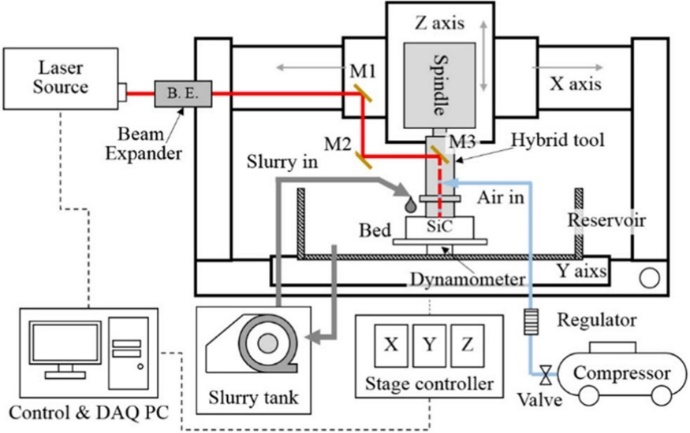
图4:LAP 过程原理示意图
此外,紫外辅助抛光(UAP)也逐渐受到关注。UAP利用紫外光激发TiO₂等光催化剂,生成电子-空穴对,并进一步形成OH自由基,加速SiC表面氧化。相比传统CMP,UAP能够进一步提高MRR和表面质量,但目前仍存在工艺稳定性不足、设备成本较高以及工业化难度较大的问题。
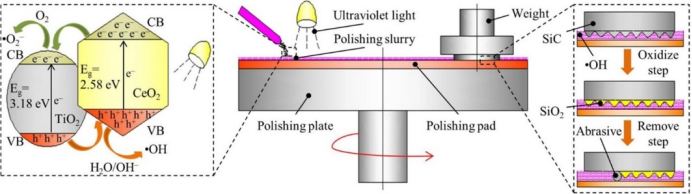
图5:UAP 处理原理58
相比传统研磨与抛光,超精密磨削(Ultra-precision Grinding)正在成为未来SiC加工的重要发展方向。超精密磨削采用旋转式加工原理,具有磨粒分布均匀、磨削力较低、自动化程度高以及更适合大尺寸晶圆加工等优势。与传统研磨相比,它能够显著降低亚表面损伤深度,并减少后续CMP时间,因此在大尺寸SiC晶圆加工中具有巨大潜力。目前,日本企业在超精密磨削领域仍处于领先地位,例如DISCO推出的DFG8830采用“三粗一精”多主轴结构,可支持6英寸SiC晶圆加工;而ACCRETECH的HRG系列则采用高刚性主轴与低振动结构,可实现TTV小于3 μm以及晶圆厚度偏差小于±3 μm的高精度加工。
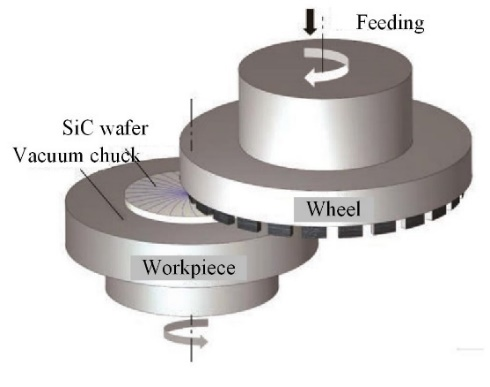
图6:超精密磨削技术采用工件旋转方式。
图7:DFG8830型碳化硅晶圆研磨机(盘式)。
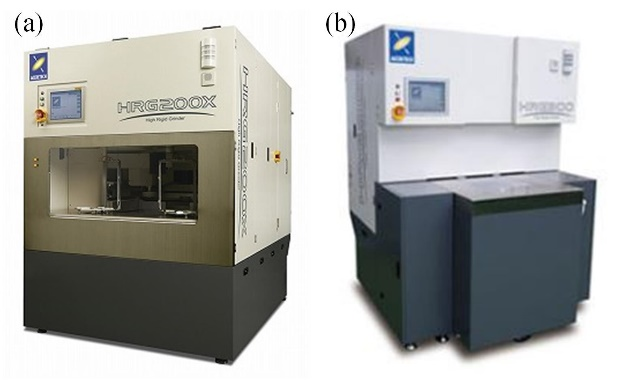
图8: accretech生产的碳化硅晶圆研磨机:(a) HRG200X,(b) HRG300.
近年来,国内企业也开始加速布局SiC超精密装备领域,代表设备包括TFG-3200、CMG200以及MX-SSG等国产磨床。这些设备已经具备8英寸SiC晶圆加工能力,标志着国产化进程正在加速推进。
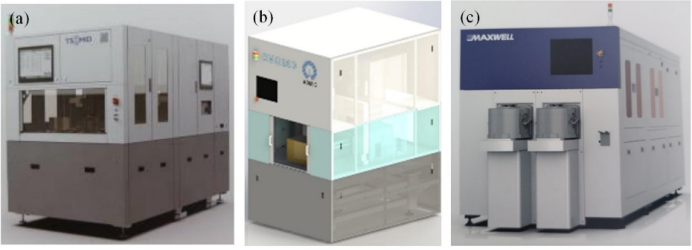
图8:国产超精密碳化硅晶圆研磨机。
然而,无论采用何种磨削方式,亚表面损伤始终是SiC加工中的最大难题。金刚石砂轮虽然具有极高加工效率,但同时也会在表面和内部形成微裂纹、残余应力以及晶格畸变。其中,最危险的是“不可见”的亚表面裂纹,它不仅会增加后续CMP时间,还会严重影响器件寿命和晶圆良率。研究发现,随着磨削深度降低,崩碎坑和裂纹会明显减少,材料去除模式也会逐渐从脆性断裂向塑性流动转变。这意味着,只要能够精确控制磨粒切深,SiC实际上是有可能实现延性域加工的。
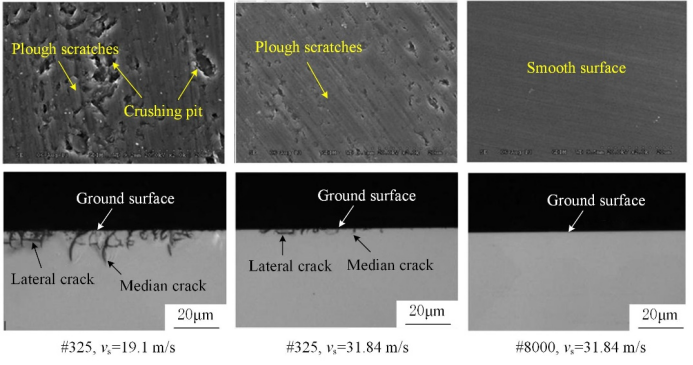
图9:不同研磨条件下6H碳化硅晶圆的表面/亚表面特性7
为了实现加工过程的精确控制,研究人员还建立了大量理论模型,包括磨粒切深模型、表面粗糙度预测模型以及亚表面损伤模型。其中,未变形切屑厚度(Undeformed Chip Thickness)被认为是决定裂纹形成与材料去除模式的关键参数。研究人员通过建立磨粒随机分布模型、纳米压痕理论以及Rayleigh分布模型,对表面粗糙度与亚表面损伤进行了预测。部分模型的预测误差已经低于6%,但目前针对SiC旋转式超精密磨削的理论体系仍然不完善。
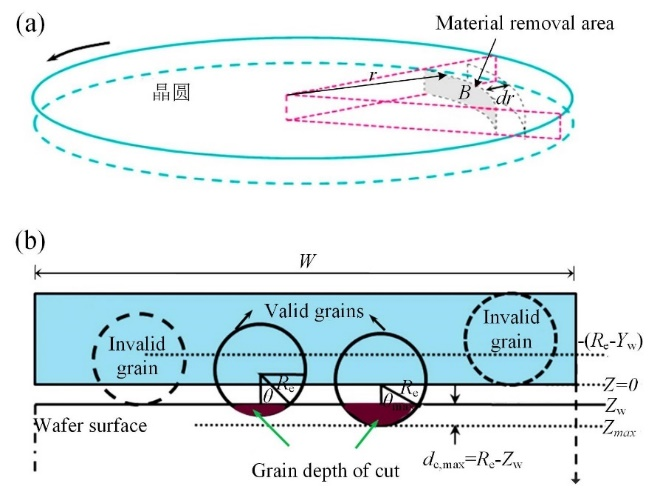
图10:基于砂轮与工件运动关系的磨削切削深度模型。
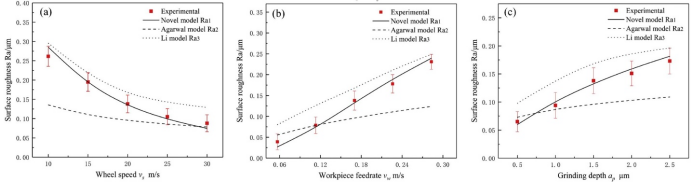
图11:不同研磨参数下预测表面粗糙度与实际表面粗糙度的对比
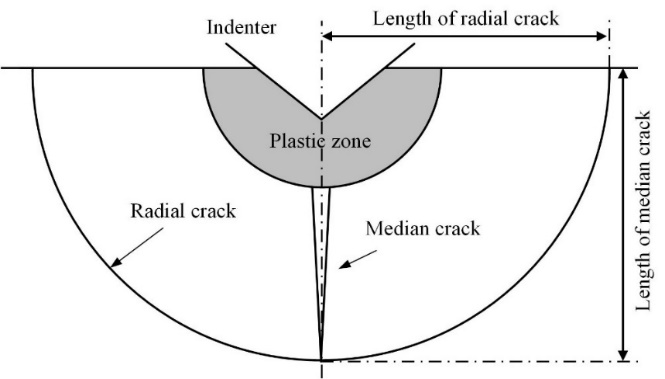
图12:适用于硬质材料压痕模型的中值/径向裂纹模型脆性材料。
总体来看,SiC晶圆超精密加工本质上是一场“与裂纹和损伤的长期博弈”。从传统研磨,到CMP,再到多能场辅助抛光与超精密磨削,人类正在不断逼近SiC加工的理论极限。未来,随着高端装备、AI驱动工艺优化、原位检测技术以及原子级模拟的发展,SiC晶圆加工有望真正实现高效率、低损伤、低成本以及原子级精度制造。而这,也将成为下一代功率半导体产业竞争的关键基础。
从传统金刚石研磨,到CMP精密抛光,再到电化学、光催化、磁流变等复合能场加工技术,SiC晶圆制造正在不断突破“高硬脆”材料加工极限,并逐步迈向原子级制造新时代。作为第三代半导体产业链的重要参与者,晶沐光电持续聚焦高品质碳化硅衬底产品供应,可提供:
2-8英寸导电型4H-SiC衬底
2-6英寸半绝缘型4H-SiC衬底
N型、P型掺杂碳化硅衬底
研磨片(DSP)、抛光片(CMP Grade)
外延级(Epi Ready)碳化硅衬底
产品广泛应用于新能源汽车主驱逆变器、充电桩、电网输配电、光伏储能、轨道交通、工业电源及射频通信等领域,为客户提供稳定可靠的第三代半导体材料解决方案。