随着新能源汽车、光伏储能、轨道交通以及高频通信产业的快速发展,Silicon Carbide(Silicon Carbide,碳化硅)逐渐成为第三代半导体材料的重要代表。相比传统硅材料,SiC 具有更宽的禁带宽度、更高的热导率、更强的耐高压能力以及更优异的高温稳定性,因此被广泛应用于高功率、高频率电子器件制造。
然而,SiC 优异性能的背后,也意味着其加工难度极高。由于其典型的“高硬度 + 高脆性”特征,在磨削、切割和抛光过程中极易产生裂纹、崩边和亚表面损伤,这严重影响器件可靠性与晶圆良率。
因此,如何实现 SiC 晶圆的高效、低损伤、超精密加工,已成为先进制造领域的重要研究方向。
目前,研究人员主要通过:
1. 压痕/划痕实验
2. 实际磨削实验
3. 分子动力学(MD)模拟
4. 应力场理论模型
等方法,系统研究 SiC 的材料去除机制与损伤演化规律,以期揭示其从“脆性断裂”向“塑性去除”转变的本质机制。
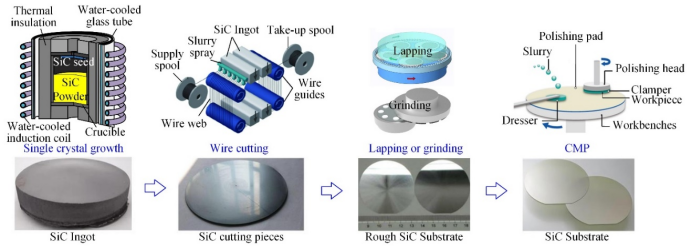
图 1 :碳化硅晶圆的制造工艺流程图。
SiC 属于典型的硬脆材料,其莫氏硬度接近金刚石,同时断裂韧性较低。这意味着:
刀具很难切入材料;
材料难以发生塑性流动;
一旦局部应力超过极限,裂纹会迅速扩展。
在实际加工中,SiC 晶圆容易出现:
微裂纹
崩边
表面划伤
亚表面损伤
晶格缺陷
残余应力集中
这些问题不仅会降低表面质量,还可能在后续器件服役过程中导致失效。因此,SiC 加工研究的核心目标,就是尽可能实现:“延性域加工(Ductile Mode Machining)” 即:通过塑性变形方式去除材料,而不是通过脆性断裂方式崩碎材料。
真实磨削过程中,砂轮表面分布着大量随机磨粒,每个磨粒都相当于一个微型切削刀具。因此,复杂的磨削过程可以简化为:“单颗磨粒与工件之间的微切削作用”。
研究人员通常采用:
纳米压痕
纳米划痕
单颗粒划擦
等实验方法,来研究:
材料塑性变形行为
裂纹萌生机制
位错演化规律
脆塑转变过程
这种方法能够有效建立微观损伤与宏观磨削行为之间的联系。
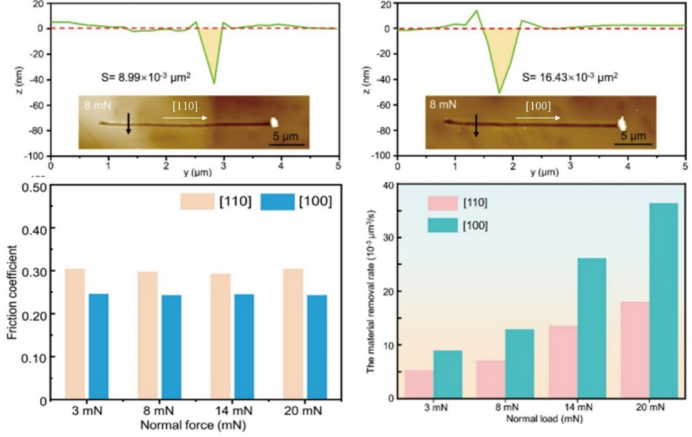
图2:3C-SiC摩擦系数与硬度的各向异性。
传统观点认为,SiC 在加工中主要表现为脆性断裂。然而,大量纳米划痕实验发现:在纳米尺度和低载荷条件下,SiC 可以发生局部塑性变形。
研究表明,3C-SiC 的塑性去除主要来自:
位错滑移
晶格畸变
非晶化转变
局部晶体重构
实验中,当载荷较小时,划痕区域会形成连续堆积型切屑,表现出明显的延性切削特征。与此同时,不同晶向表现出明显差异:<110> 晶向硬度更高;摩擦系数更大;材料去除率更低。这说明:SiC 晶体具有显著的加工各向异性。因此,在高端晶圆加工中,晶向选择同样是影响加工质量的重要因素。
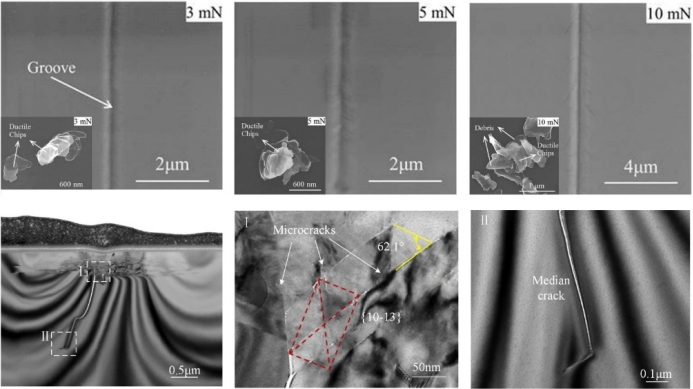
图3:划痕处理后6H-SiC表面及横截面TEM图像的形貌。
研究发现,当载荷逐渐增加时,SiC 的材料去除模式会发生明显变化。
例如:
当载荷低于约 7 mN 时,材料主要发生塑性流动;
当载荷达到 10 mN 左右时,切屑中开始出现破碎颗粒;
亚表面微裂纹迅速扩展;
裂纹最终沿晶面传播至表面。
值得注意的是:裂纹并不是首先出现在表面,而是优先在亚表层萌生。这是因为加工过程中:最大剪切应力通常位于表层以下;位错滑移首先诱发内部损伤;多次磨粒作用会不断扩展这些隐藏裂纹。最终,这些亚表面裂纹扩展至表面后,就会形成:崩边、裂纹网络、表面剥落。这也是 SiC 晶圆难以获得超光滑表面的根本原因之一。
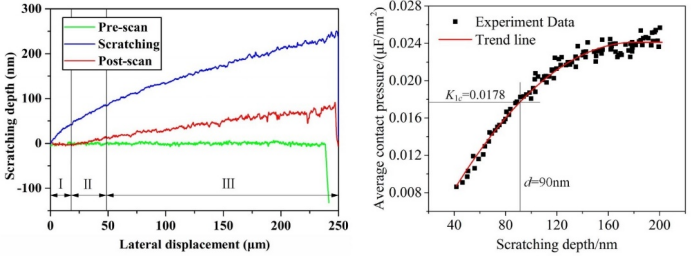
图4:4H-SiC中不同材料去除阶段的划痕深度与接触压力。
研究人员提出了一个非常重要的概念:临界切削深度(Critical Depth of Cut)
其含义是:当切削深度低于临界值时,材料以塑性方式去除;当切削深度超过临界值后,裂纹迅速扩展,材料转为脆性断裂。
对于 4H-SiC,研究表明其脆塑转变临界深度约为:h_c \approx 90\ \mathrm{nm}
这意味着:超精密加工中必须严格控制单颗磨粒切削深度。否则,即使表面暂时看起来光滑,也可能已经形成严重亚表面损伤。
尽管纳米划痕实验能够揭示微观去除机制,但其加工速度远低于实际磨削。
真实磨削中的应变速率比划痕实验高:10^3 \sim 10^6倍以上。
因此,仅依赖划痕实验并不足以完全反映真实加工行为。
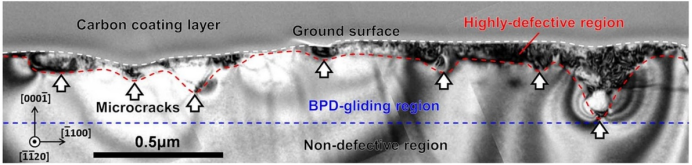
图 5:4H-SiC (0001) 横截面 TEM 图像,展示了其亚表面区域。
TEM 研究发现:
在磨削后的 SiC 亚表层中,存在:
中位裂纹(Median cracks)
径向裂纹(Radial cracks)
基面位错
层错结构
波纹状损伤区
尤其是微裂纹滑移,会诱发基面位错扩展,进一步加剧内部损伤。
这些损伤即使不会立刻导致失效,也会在后续:热循环,高压工作,器件封装
过程中逐渐扩展。
部分研究发现:提高材料去除率(MRR)并不一定恶化表面质量。
这说明:SiC 加工效率与加工质量之间并非简单矛盾关系。
真正影响加工质量的关键因素包括:
磨粒尺寸
切削深度
载荷分布
冷却条件
砂轮修整状态
只有实现多参数协同优化,才能同时获得:高效率、低损伤、高表面质量。
传统实验难以直接观察:
原子运动
位错形成
非晶化过程
相变行为
而 MD(Molecular Dynamics)模拟能够:在原子尺度“实时观察”材料变形过程。因此,它成为研究 SiC 去除机理的重要工具。
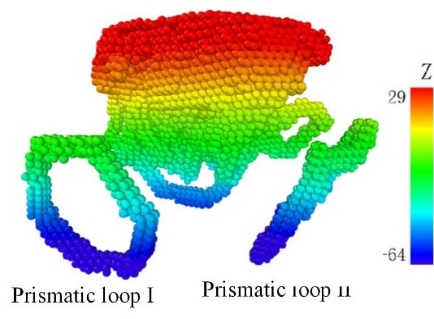
图6:棱柱状位错环形成的机制 在 3C-SiC 中。
目前较为主流的观点认为:SiC 的塑性变形来源于“位错滑移 + 非晶化”的耦合作用。
MD 模拟发现:
位错环会不断扩展;
多个位错会相互合并;
晶格结构逐渐失稳;
最终形成局部非晶区域。
此外,高剪切应力还会诱导晶体相变。例如:约 9 GPa 剪切应力会形成 3C-SiC 层;约 12 GPa 时会形成 3C-SiC 晶粒。这说明:SiC 在高应力条件下会发生复杂晶体结构重构。
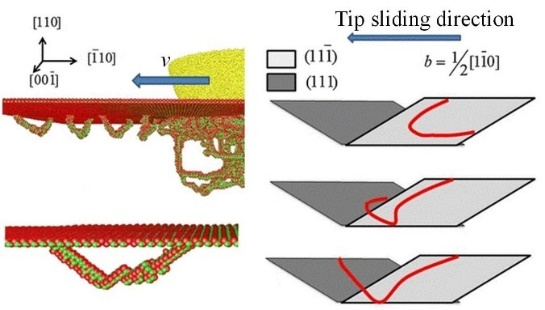
图7:纳米切割过程中3C-SiC中的位错运动。
MD 研究进一步发现:裂纹形成并非瞬间发生,而是经历:
非晶化;
位错成核;
滑移带形成;
局部应力集中;
裂纹萌生与扩展。
随着切削厚度增加,材料逐渐由延性去除转向脆性断裂:这与实验结果高度一致。
除了实验与 MD 模拟之外,应力场理论模型也是研究 SiC 去除机制的重要工具。
其主要目标是:预测加工过程中应力分布与裂纹萌生区域。
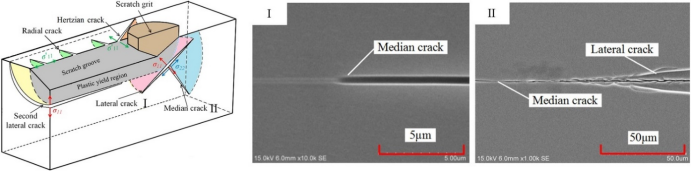
图8:划痕裂纹系统及实验验证。
研究发现:磨粒两侧容易形成拉应力;裂纹通常从这些区域开始扩展;而:磨粒前方主要为压应力;更容易发生塑性流动。
因此:拉应力促进裂纹扩展,压应力促进塑性变形。
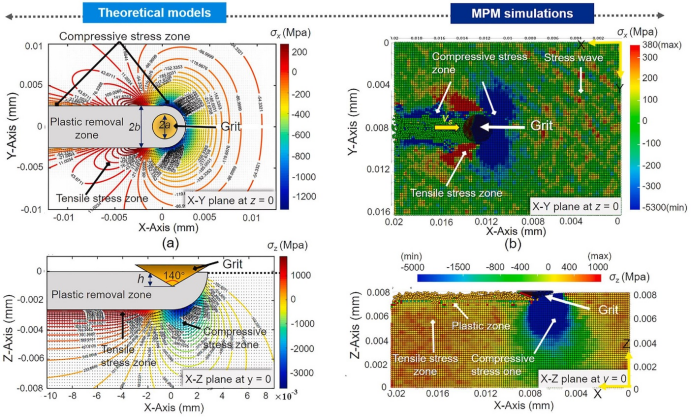
图9:不同前角磨料划痕下的应力分布。
研究表明:大前角磨粒容易产生更强拉应力;小前角磨粒更容易形成垂直裂纹。
这意味着:磨粒形状直接影响材料损伤行为。
因此,超精密磨削中对砂轮修整与磨粒控制极其重要。
尽管当前关于 SiC 去除机制的研究已经取得大量成果,但仍存在许多关键问题尚未解决。
目前对于 SiC 是否一定发生相变仍存在争议:
是否一定发生非晶化?
是否形成石墨化结构?
是否转变为 3C-SiC?
不同晶型之间如何转变?
这些问题仍需进一步研究。
现有模型只能预测:裂纹在哪里产生;但无法完整解释:
裂纹如何扩展;如何失稳;如何贯穿亚表层。
这也是当前 SiC 加工理论中的重要难点。
目前研究大多集中在:纳米尺度划痕;原子尺度 MD 模拟;
但真实加工涉及:
l 多磨粒耦合;
l 热-力耦合;
l 高速动态冲击;
l 宏观设备振动。
因此未来的重要方向是:建立“原子—微观—宏观”跨尺度统一加工模型。
总体来看,SiC 晶圆材料去除机制研究已经从传统经验加工逐步迈向:
原子级机理认知
多尺度损伤分析
智能加工参数优化
可控延性域加工
越来越多研究证明:SiC 并非完全不可塑化加工。通过合理控制:切削深度、磨粒尺寸、晶向、应力分布、加工参数完全有可能实现:高效率,低损伤,超光滑表面的高质量加工。未来,随着原位表征技术、人工智能优化算法以及高精度 MD 模拟的发展,SiC 晶圆加工有望进一步突破硬脆材料加工瓶颈,为先进功率半导体制造提供更加可靠的技术支撑。