玻璃晶圆加工三大核心工艺:激光打孔、激光诱导与腐蚀工艺的作用差异解析
在半导体封装、微机电系统(MEMS)、AR/VR光学器件等高端制造领域,玻璃晶圆凭借优异的介电性能、透光性和结构稳定性,成为核心基础材料之一。玻璃晶圆的精准加工直接决定终端产品的性能与精度,其中激光打孔、激光诱导、腐蚀工艺是应用最广泛的三大核心技术。然而,许多行业从业者对三者的作用边界认知模糊,混淆其应用场景,导致加工效率低下、产品合格率不足。本文将详细拆解三大工艺在玻璃晶圆加工中的核心作用、原理差异及应用场景,助力行业从业者精准选型、提升加工效能,同时为相关企业提供技术参考,推动玻璃晶圆加工技术的规范化应用。
玻璃晶圆加工的核心需求是实现精准、高效、低损伤的微结构成型,不同工艺的核心定位与作用截然不同:激光打孔主打“直接成型”,激光诱导主打“精准预处理”,腐蚀工艺主打“精细修整”,三者既可以独立应用,也可组合协同,共同满足不同精度、不同场景的加工需求。厘清三者的作用差异,是提升玻璃晶圆加工质量、降低生产成本的关键。
一、激光打孔:直接成型,高效实现玻璃晶圆穿孔/开槽
激光打孔是玻璃晶圆加工中最直接的物理成型工艺,核心作用是通过高能激光束直接去除玻璃材料,快速在玻璃晶圆上形成通孔、盲孔、盲槽等基础微结构,无需后续辅助工艺即可完成成型,是实现玻璃晶圆“穿孔”需求的核心手段。
其工作原理是利用超短脉冲激光(如飞秒、皮秒激光)聚焦于玻璃晶圆目标区域,通过热效应或“冷加工”(超短脉冲激光的超快非线性光学效应)使材料瞬间气化、剥离,从而形成所需的孔道或槽体结构。不同类型的激光对加工效果影响显著:纳秒激光易产生较大热影响区(HAZ),可能导致周围材料熔融、产生微裂纹;飞秒激光则能实现“冷烧蚀”,显著减少热影响,降低加工缺陷,提升孔道表面粗糙度^{[1]}。
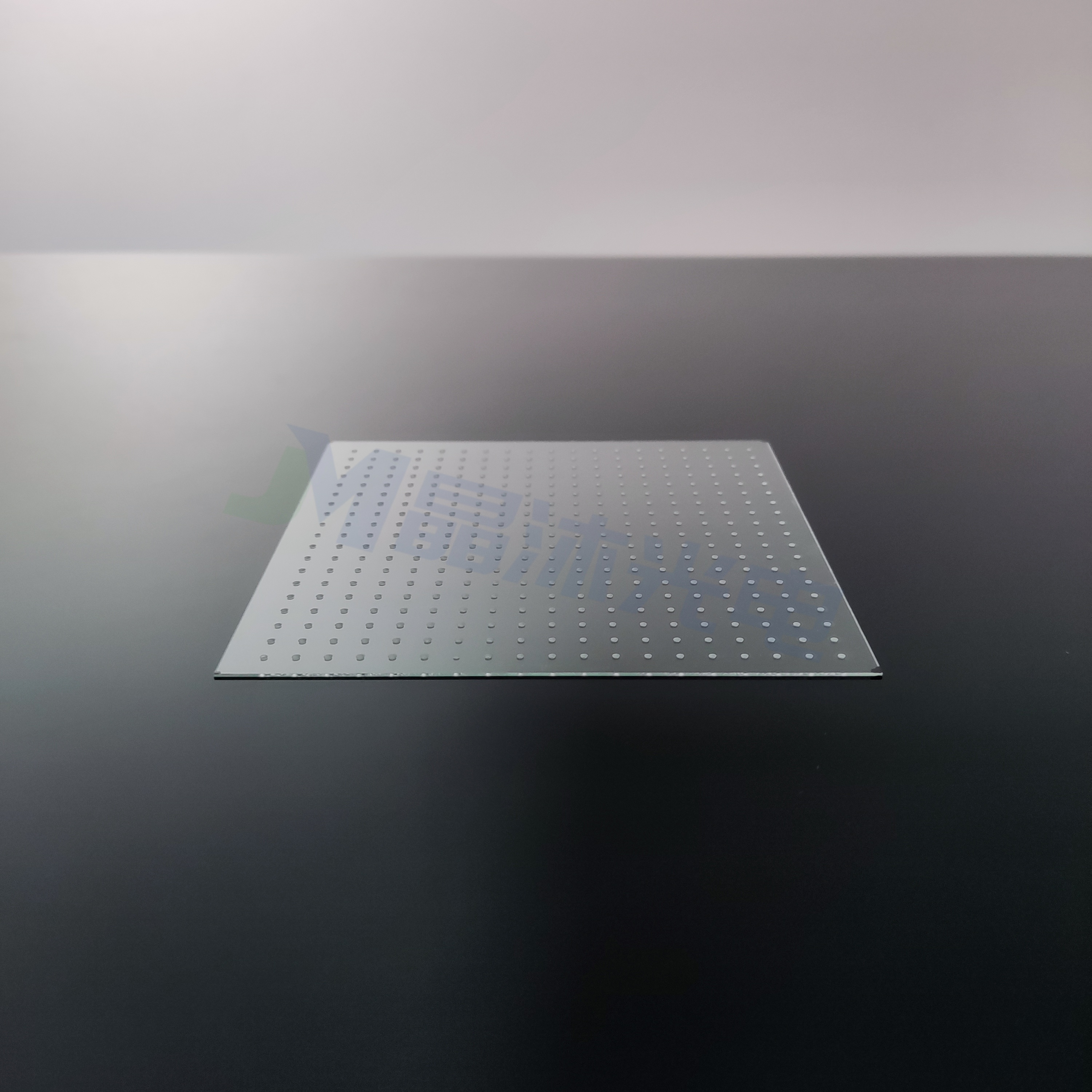
在玻璃晶圆加工中,激光打孔的核心优势的是高效快捷、流程简单,可快速实现不同孔径、深径比的孔结构加工,适用于对精度要求适中、追求加工效率的场景,例如玻璃通孔(TGV)的初步成型、车载摄像头基板的气密性孔加工等。国内厦门云天半导体等企业,就利用激光打孔技术实现了孔径大于20μm的通孔/盲孔加工,成孔速率可达290 TGV/s以上。同时,激光打孔属于非接触式加工,可避免机械加工对玻璃晶圆造成的应力损伤,适配不同厚度(0.1~5mm)的玻璃晶圆加工。
其局限性在于,传统激光打孔易产生毛刺、重铸层等缺陷,对于深径比大于50:1、孔径精度要求在纳米级的场景,单独使用激光打孔难以满足需求,需搭配后续腐蚀工艺进行修整。
二、激光诱导:改性预处理,为精准加工“定向导航”
与激光打孔的“直接去除”不同,激光诱导工艺的核心作用是对玻璃晶圆局部区域进行选择性改性,不直接去除材料,仅改变目标区域的物理或化学性质(如晶格结构变化),为后续腐蚀工艺提供“靶向位点”,是一种高效的预处理辅助技术,常与腐蚀工艺搭配形成LIDE技术。
其工作原理是采用激光直写方式,根据玻璃晶圆的材料吸收率,选择合适参数的激光(如飞秒激光)辐照目标区域,使该区域发生改性,改性区域的腐蚀速率远高于未改性区域,从而实现后续腐蚀工艺的精准定位,无需光刻或掩模辅助,大幅简化加工流程。这种工艺的核心价值在于“精准可控”,可实现纳米级精度的改性区域规划,解决传统加工中“无法精准划定加工范围”的痛点。
在玻璃晶圆加工中,激光诱导的核心应用场景包括高精度微结构的预处理,例如微流道、MEMS器件的图形化定位,以及TGV技术中的孔道定位等。德国LPKF公司就采用皮秒脉冲激光诱导变性结合HF刻蚀的方法,实现了低成本、高质量的深孔图形化加工^{[1]};国内企业也通过该技术,在400μm厚的无碱玻璃晶圆上制作出直径80μm、间距150~200μm的TGV结构,为3D堆叠芯片的垂直互联提供支撑。
激光诱导的显著优势是热影响区极小、定位精度高,可实现复杂图形的精准规划,且无物理材料去除,不会对玻璃晶圆造成损伤,是高端玻璃晶圆加工中不可或缺的预处理步骤。其局限性在于无法单独完成微结构成型,必须与腐蚀工艺配合使用,才能实现材料的选择性去除。
三、腐蚀工艺:精细修整,实现玻璃晶圆微结构的高精度成型
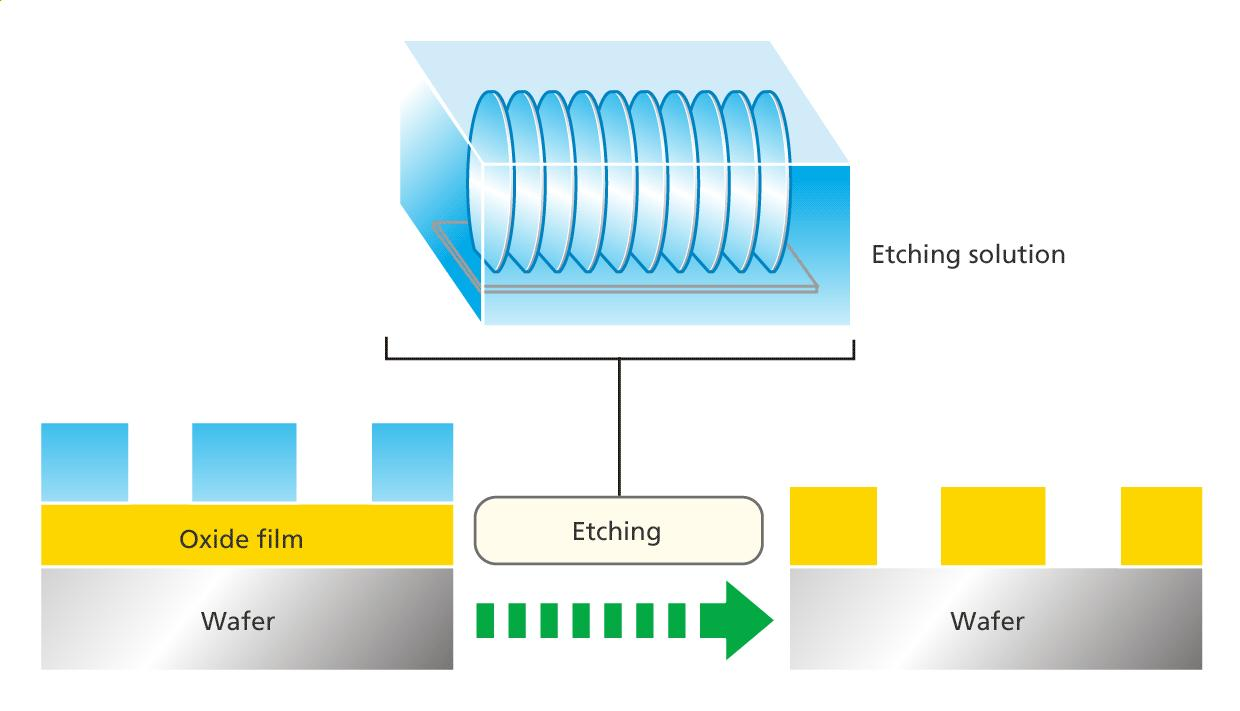
腐蚀工艺是玻璃晶圆加工中的“精细修整”环节,核心作用是通过化学或物理作用,选择性去除目标区域(多为激光诱导的改性区域)的玻璃材料,对激光打孔或激光诱导后的结构进行修整,提升加工精度和表面光滑度,是实现高精度微结构成型的关键步骤。
腐蚀工艺主要分为湿法腐蚀(如HF水溶液)和干法腐蚀(如等离子刻蚀)两大类:湿法腐蚀通过化学反应溶解目标区域玻璃材料,流程简单、成本较低,适用于大面积加工;干法腐蚀通过等离子体物理轰击与化学作用结合去除材料,加工精度更高,适用于对精度要求极高的场景^{[1]}。两种工艺均依赖前期定位(如激光诱导的改性区)实现选择性去除,相较于传统光刻结合化学腐蚀的方式,效率更高、成本更低。
在玻璃晶圆加工中,腐蚀工艺的核心作用体现在两个方面:一是修整激光打孔产生的毛刺、微裂纹和重铸层,提升孔道或槽体的表面光滑度,满足高端器件的装配需求;二是在激光诱导的改性区域进行选择性刻蚀,实现高垂直度、高深径比的微结构成型,可获得深径比大于50的微孔,远超单独激光打孔的加工能力。例如,在TGV技术中,先通过激光诱导定位孔道区域,再利用湿法腐蚀扩大孔道至所需尺寸,最终实现孔径精准可控、表面光滑的通孔结构。
此外,腐蚀工艺还可用于玻璃晶圆表面的图形化刻蚀,例如在光敏玻璃基底上,通过激光诱导结合腐蚀工艺,加工出高精度微流体结构,广泛应用于生物医学、微流控芯片等领域。其局限性在于,单独使用时无法实现精准定位,必须依赖激光诱导或光刻等预处理步骤,且湿法腐蚀对环境存在一定影响,需配备相应的环保处理设备。
四、三大工艺核心差异总结与协同应用
为便于行业从业者快速区分三者的作用边界,精准选型,以下从核心作用、加工本质、核心优势、应用场景四个维度,总结三者的核心差异:
1. 核心作用差异:激光打孔是“直接成型”,解决“有无”问题;激光诱导是“改性预处理”,解决“定位”问题;腐蚀工艺是“精细修整”,解决“精度”问题。
2. 加工本质差异:激光打孔是物理去除材料,激光诱导是材料改性(不去除),腐蚀工艺是选择性去除材料(依赖前期定位)。
3. 核心优势差异:激光打孔高效快捷,激光诱导精准可控,腐蚀工艺精细光滑。
4. 应用场景差异:激光打孔适用于中低精度、高效率的穿孔需求;激光诱导+腐蚀工艺适用于高精度、高深径比的微结构加工,如TGV、微流道、MEMS器件等。
在实际生产中,三大工艺并非孤立存在,而是常以“激光诱导→腐蚀”“激光打孔→腐蚀”的组合方式应用,兼顾效率与精度。例如,在Mini/MicroLED封装用玻璃晶圆加工中,先通过激光诱导定位通孔区域,再利用腐蚀工艺修整孔道,最终实现高精度的TGV结构,满足3D堆叠芯片的垂直互联需求;在微流控芯片加工中,通过激光诱导规划微流道路径,再经腐蚀工艺成型,提升微流道的光滑度和密封性。
随着半导体封装、AR/VR、微机电系统等领域的快速发展,玻璃晶圆的加工精度和效率要求不断提升,厘清激光打孔、激光诱导与腐蚀工艺的作用差异,合理搭配使用,才能实现加工成本降低、产品合格率提升。未来,随着激光技术的迭代(如智能算法优化激光路径)和腐蚀工艺的环保化升级,三者的协同应用将更加广泛,为高端制造领域的技术突破提供核心支撑。
晶沐光电可供应2–12英寸石英玻璃晶圆,支持厚度及形状定制,满足科研及产业化多样需求。